System jest przeznaczony do bezkontaktowego skanowania i pomiaru parametrów geometrycznych tub laminowanych, wykonanych z folii PBL i ABL.
Zastosowanie maszyny: produkcja wielkoseryjna.

System pomiaru geometrii tub laminowanych RF092

System pomiaru geometrii tub laminowanych
| Nazwa parametru | Wartość |
| Mierzone średnice, mm | 13...50 |
| Dokładność pomiaru średnicy, µm | ± 10 |
| Zakres grubości folii, mm | 0,05…0,5 |
| Dokładność pomiaru grubości folii i spoiny, µm | ± 5 |
| Dokładność pomiaru długości tuby, mm | ±0,1 |
| Interfejs do PC | Ethernet |
| Zasilanie | 220 V |
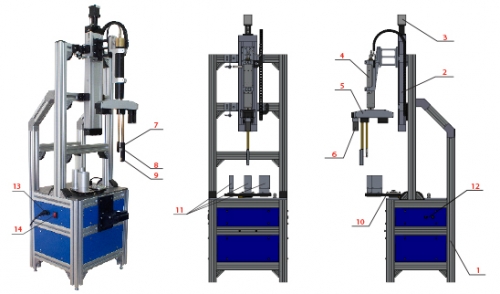
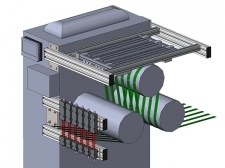
System zawiera ramę główną 1, na której znajduje się stół przesuwu liniowego 2 z silnikiem krokowym 3. Stół przesuwu 2 niesie moduł obrotowy 4 z wbudowanym silnikiem i enkoderem (nie pokazano). Trzypozycyjny moduł przesuwu liniowego 5 z silnikiem 6 jest umieszczony na module obrotowym. Moduł 5 niesie trzy laserowe czujniki triangulacyjne 7-9. Czujnik laserowy 7 jest przeznaczony do skanowania powierzchni wewnętrznej tuby, czujniki laserowe 8 i 9 są przeznaczone do skanowania powierzchni zewnętrznej tuby. Linie pomiarowe czujników 7 i 8 są wyrównane. Aby wyeliminować wzajemny wpływ czujników na siebie podczas kontroli folii półprzezroczystych, czujnik 8 zawiera laser niebieski, a czujnik 7 — czerwony. System zawiera stół obrotowy 10, na którym znajdują się trzy walce kalibracyjne 11 do automatycznej kalibracji systemu. Pokazano również złącze interfejsu 12, złącze zasilania 13 oraz przełącznik ON/OFF 14.
Maszyna działa w następujący sposób:
Tuba (nie pokazana) jest umieszczana w pozycji pomiarowej pod czujnikami laserowymi w taki sposób, aby oś tuby pokrywała się z osią obrotu modułu obrotowego 4.
Aby uzyskać wymaganą dokładność, zakres pomiarowy czujników laserowych nie może przekraczać 5 mm, dlatego cały zakres średnic tub (20...50 mm) jest podzielony na 3 podzakresy (20...30, 30...40 i 40...50 mm). W zależności od średnicy tuby moduł 5 ustawia czujnik w jednej z trzech możliwych pozycji kontrolnych (istnieją trzy pozycje przesunięcia promieniowego czujników względem osi obrotu modułu 4).
System przesuwu liniowego 2 opuszcza czujniki laserowe. Podczas przesuwu czujnik 9 określa położenie krawędzi tuby (jest to początek pomiaru długości tuby), a następnie czujniki 7, 8 określają tę samą krawędź.
Po zarejestrowaniu górnej krawędzi tuby system przesuwa czujniki do pozycji kontroli kształtu tuby (10 mm od krawędzi).
Moduł 4 obraca moduł 5 z czujnikami. Czujniki mierzą odległości do powierzchni wewnętrznej i zewnętrznej tuby. Dane są przesyłane do PC, gdzie obliczane są grubość folii, parametry spoiny i kształt tuby.
Po wykonaniu pełnego obrotu system 2 opuszcza czujniki laserowe, a czujnik 9 mierzy długość tuby.
Czujniki są podnoszone do pozycji górnej i cykl pomiarowy powtarza się dla następnej tuby.
System pomiaru geometrii tub laminowanych