



System śledzenia spoiny przeznaczony jest do stosowania w zrobotyzowanych systemach spawalniczych i służy do automatycznego sterowania położeniem palnika spawalniczego podczas procesu spawania. Oprogramowanie wbudowane w skaner laserowy umożliwia również kontrolę parametrów geometrycznych ściegu spoiny.
Dokumentacja




Laserowy system śledzenia spoiny do automatyzacji spawania
- Bezpośrednie połączenie skanera ze sterownikiem robota bez pośredniego modułu obliczeniowego.
- Sterowanie ruchem robota i pełnym cyklem procesu spawania.
- Wbudowane interfejsy do popularnych robotów.
- Gotowy plik różnych typów złączy spawanych.
- Proste i intuicyjne tworzenie algorytmu pracy w interfejsie WEB skanera za pomocą grafu inteligentnych bloków.
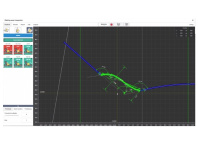
- Wizualizacja śledzenia 3D w czasie rzeczywistym.
- Zestaw skanerów o różnych zakresach, zoptymalizowanych do pracy w warunkach spawalniczych.
Kontrola profilu spoiny
Profilometr laserowy jest montowany na kołnierzu robota lub na układzie pozycjonowania współrzędnościowego. Podczas ruchu wzdłuż spoiny każdy profil rejestrowany przez skaner jest przetwarzany w czasie rzeczywistym zgodnie z algorytmem zdefiniowanym przez graf. System określa kluczowe parametry geometryczne, porównuje je z określonymi tolerancjami i generuje raport kontroli.
RF627Smart-Weld.
Laserowy system śledzenia spoiny do automatyzacji spawania i kontroli profilu ściegu spoiny.
Specyfikacja:
| Częstotliwość próbkowania, dokładność, rozdzielczość | |
| Nominalna częstotliwość próbkowania (pełny zakres roboczy) |
484 profile/s (tryb standardowy), 938 profili/s (tryb DS) |
| Maksymalna częstotliwość próbkowania (tryb ROI) |
4884 profile/s, 6379 profili/s (tryb DS) |
| Liniowość (błąd pomiaru), oś Z |
±0,05% zakresu (tryb standardowy), ±0,1% zakresu (tryb DS) |
| Liniowość (błąd pomiaru), oś X | ±0,2% zakresu |
| Rozdzielczość, oś Z |
0,01% zakresu (tryb standardowy) 0,02% zakresu (tryb DS) |
| Rozdzielczość, oś X | 648 lub 1296 punktów (wartość programowalna) |
| Laser | |
|
660 nm lub 450 nm Klasa 2M według IEC/EN 60825-1:2014 |
|
| Interfejs | |
| Podstawowy | Ethernet / 1000 Mbps |
| Wejście synchronizacji | RS422, 3 kanały |
| Zasilanie | 9...30 V lub 12...36 V dla skanerów z laserem Blue |
| Pobór mocy, nie więcej niż | 6 W (bez wbudowanej grzałki) |
| Odporność środowiskowa | |
| Stopień ochrony | IP67 |
| Drgania | 20 g / 10...1000 Hz, 6 godzin dla każdej z osi XYZ |
| Udar | 30 g / 6 ms |
| Temperatura otoczenia podczas pracy |
-20...+40 lub -20...+80 dla skanerów z wbudowanym układem chłodzenia powietrzem -20...+150 dla skanerów z wbudowanym układem chłodzenia wodą |
| Temperatura przechowywania °C | -20...+70 |
| Wilgotność względna | 5-95% (bez kondensacji) |
| Materiał obudowy/okien | aluminium/szkło |
| Wymienne okienka ochronne | szkło |
Zakresy robocze i wymiary gabarytowe:
| Zakres | MR, mm | SMR, mm | Xsmr, mm | Xemr, mm | Wymiary, rysunek | Masa, kg | Opcja: chłodzenie powietrzem lub wodą, rysunek techniczny, rysunek | Opcja: migawka, rysunek |
| 65/25-20/22 | 25 | 65 | 20 | 22 | 1 | 0,7 | 2 | 3 |
| 70/50-30/41 | 50 | 70 | 30 | 41 | 1 | 0,7 | 2 | 3 |
| 76/100-48/82 | 100 | 76 | 48 | 82 | 1 | 0,7 | 2 | 3 |
| 70/130-40/86 | 130 | 70 | 40 | 86 | 4 | 0,7 | 4 | 4 |
| 250/130-52/76 | 130 | 250 | 52 | 76 | 5 | 0,9 | 5 | 5 |
| 82/200-60/150 | 200 | 82 | 60 | 150 | 1 | 0,7 | 2 | 3 |
| 90/250-65/180 | 250 | 90 | 65 | 180 | 1 | 0,7 | 2 | 3 |
Szczegółowa dokumentacja CAD (2D i 3D) jest dostępna na życzenie pod adresem info@riftek.pl
Wymiary gabarytowe i montażowe skanerów laserowych:
Rysunek 1

Rysunek 2

Rysunek 3

Rysunek 4

Rysunek 5
Wzmocniony tablet przemysłowy
Tablet przeznaczony jest do wstępnej konfiguracji systemu przez inżyniera oraz
późniejszego nadzorowania pracy systemu przez ustawiacza i operatora
robota spawalniczego.
Wstępnie zainstalowane oprogramowanie służy do wyświetlania interfejsu graficznego i
zarządzania jego ustawieniami, z uwzględnieniem kontroli dostępu (inżynier/ustawiacz/operator).
Ponieważ tablet służy wyłącznie do wyświetlania, konfiguracji i diagnostyki (nie
wykonuje żadnych obliczeń), użytkownik może korzystać z innych środków technicznych (innych typów
tabletów, komputerów osobistych lub przemysłowych). W przypadku korzystania z innych środków technicznych
należy postępować zgodnie z instrukcjami podanymi w dokumentacji skanera
RF627Smart.

Rysunek 6
| Parametr | Wartość | |
| Architektura | CPU | Intel cherry trail Z8350, 1.44Ghz-1.92GHz |
| OS | Windows 10 pro | |
| RAM/ROM | 4GB+64GB | |
| Wyświetlacz | Wymiary | 10,1" |
| Rozdzielczość | 1920x1200 | |
| Typ dotyku | Pojemnościowy | |
| Interfejsy | Type-A | USB2.0 x1 |
| Type-A | USB.0 x1 | |
| MicroUSB | x1 | |
| RJ45 Ethernet | 10/100/1000M x1 | |
| DB9 RS232 | 9-pinowy port szeregowy x1 | |
| Interfejs zasilania DC | DC 12V 2A x1 | |
| Stopień ochrony | Stopień ochrony | Wodoodporność IP65, ale w rzeczywistości konstrukcja IP67. Upadek z 1.2m, 6 stron |
| Normy certyfikacyjne | Military 810G. EU CE, US FCC | |
| Temperatura pracy | -20°C...60°C | |
| Wbudowany akumulator | Typ akumulatora | Wbudowany wymienny akumulator litowo-polimerowy (Li-ion) |
| Pojemność znamionowa | 10500 mAh | |
| Wymiary | 275x180x20 mm | |
Przełącznik służy do zapewnienia komunikacji sieciowej między tabletem a
skanerem 2D oraz do wymiany danych ze sterownikiem robota.
Dozwolone jest użycie standardowego przełącznika sieciowego dołączonego do zestawu spawalniczego (na
przykład między robotem a sterownikiem). W takim przypadku należy upewnić się, że ustawienia
sieci są prawidłowe.

Rysunek 7
| Parametr | Wartość |
| Porty sieciowe | 5-RJ45-10/100/Mbps |
| Zasilanie | 10...60V - 1.1W - 0,045A |
| Warunki pracy |
Temperatura: -10...60°C Wilgotność powietrza: 5...95% |
| Stopień ochrony | IP40 |
| Wymiary | patrz Rysunek 7 |
Moduł ten zapewnia ochronę zasilania skanera laserowego 2D i zawiera bezpiecznik szybkiej wymiany.
- Skaner laserowy jest montowany na kołnierzu robota obok palnika spawalniczego w taki sposób, aby podczas procesu spawania i ruchu wzdłuż rowka spawalniczego skaner wyprzedzał narzędzie spawalnicze.
- Skaner jest kalibrowany w celu uzyskania macierzy transformacji współrzędnych. Procedura kalibracji została opisana w Instrukcji obsługi RF627Smart.
- Za pomocą interfejsu webowego skanera tworzony jest graf obliczeniowy z biblioteki inteligentnych bloków, z uwzględnieniem specyfiki sprzętu, a mianowicie typu robota, protokołu komunikacyjnego, typu rowka, parametrów geometrycznych szablonów rowków używanych do kontroli położenia oraz zastosowanych do nich ograniczeń itp. Jeśli dostarczony plik nie zawiera wymaganego szablonu rowka, użytkownik może samodzielnie utworzyć nowy szablon lub przy wsparciu producenta za pomocą udostępnionego edytora szablonów (patrz Instrukcja obsługi RF627Smart).
- Konfigurowany jest skrypt sterujący blokiem śledzenia rowka i robotem spawalniczym. Skrypt sterujący zapewnia cykliczne wykonywanie głównych etapów spawania: umieszczenie narzędzia spawalniczego w pozycji startowej, przesunięcie narzędzia w kierunku początku rowka (wyszukanie punktu wejścia do rowka), doprowadzenie narzędzia do początku rowka i generowanie sygnałów do zewnętrznych systemów (sterownik spawalniczy) o konieczności zapłonu i innych czynnościach, zatrzymanie ruchu robota, przekazanie współrzędnych do robota w celu przemieszczenia narzędzia wzdłuż rowka spawalniczego, doprowadzenie narzędzia do końca rowka i generowanie sygnałów do zewnętrznych systemów (sterownik spawalniczy) o konieczności zmniejszenia prądu lub zgaszenia łuku (i innych czynnościach), doprowadzenie narzędzia do pozycji wyjściowej.
- Podczas pracy każdy profil odbierany przez skaner jest przetwarzany zgodnie z algorytmem określonym przez graf, a następnie wykonywane są następujące kroki: wykrycie szablonu rowka spawalniczego w celu określenia dokładnych współrzędnych w układzie współrzędnych skanera (2D), transformacja współrzędnych z układu współrzędnych skanera do układu współrzędnych robota (3D), utworzenie trajektorii narzędzia w układzie współrzędnych robota, przekazanie współrzędnych do robota w celu przemieszczenia do kolejnego położenia trajektorii.
RF627Smart-Weld. Kontrola profilu ściegu spoiny.
Laserowy system śledzenia spoiny do automatyzacji spawania. RF627Smart-Weld.
RF627Smart-Weld. Tworzenie funkcji Smart śledzenia.
Przykład oznaczenia pozycji przy zamawianiu
RF627Smart-Weld.(WAVE)-SMR/MR-Xsmr/Xemr-L1-L2-L5-L6(R)-PS-PB-Shutter- AC(WC)
| Symbol/strong> | Opis |
| (WAVE) | Długość fali lasera: 660 nm – brak symbolu, 450 nm – BLUE. |
| SMR | Początek zakresu pomiarowego dla Z, mm. |
| MR | Zakres pomiarowy dla Z, mm. |
| Xsmr | Zakres pomiarowy dla współrzędnej X na początku zakresu pomiarowego dla współrzędnej Z, mm. |
| Xemr | Zakres pomiarowy dla współrzędnej X na końcu zakresu pomiarowego dla współrzędnej Z, mm. |
| L1,L2,L5,L6 | Długość kabla, m. |
| R | Kabel robota (opcja). |
| PS | Tablet (opcja). |
| PB | Moduł zabezpieczający (opcja). |
| Migawka | Sterowana migawka. |
| AC | Wbudowany układ chłodzenia powietrzem. |
| WC | Wbudowany układ chłodzenia wodą. |
Przykład RF627Smart-Weld.BLUE-90/250-65/180-3-3-3-10–PS-PB - Skaner z niebieskim laserem, SMR - 90 mm, MR - 250 mm, Xsmr - 65 mm, Xemr - 180 mm, kabel L1 = 3 m, kabel L2 = 3 m, kabel L5 = 3 m, kabel L6 = 10 m, tablet, moduł zabezpieczający.
Kody produktów:| Imię i nazwisko | Kod |
| Tablet | P627A01 |
| Przełącznik sieciowy | P627B01 |
| Moduł zabezpieczający | P627C01 |
| Kabel #1 | EL04 |
| Kabel #2 | P627A02 |
| Kabel #5 (dla zestawu z modułem zabezpieczającym) | E627E09 |
| Kabel #5 (dla zestawu bez modułu zabezpieczającego) | E627E17 |
| Kabel #6 | E627E18 |



