





Maszyna jest przeznaczona do bezkontaktowego skanowania i pomiaru parametrów geometrycznych średnicy wewnętrznej rur, tulei, otworów, przewodów itp.
Zastosowanie maszyny: produkcja wielkoseryjna.

RF096-32/42-80

Maszyna do pomiaru średnicy wewnętrznej rur
| Nazwa parametru | Wartość |
| Mierzone średnice, mm | 32...42 |
| Dokładność pomiaru średnicy wewnętrznej, µm | ± 5 |
| Głębokość mierzonego otworu, mm | ≤ 80 |
| Dokładność przesuwu liniowego, µm | ±20 |
| Liczba mierzonych przekrojów | bez ograniczeń, programowalna |
| Cykl pomiarowy dla czterech przekrojów, s | 13 |
| Interfejs do PC | Ethernet |
| Zasilanie | 220V prądu przemiennego |
| Wymiary, mm | 680x150x120 |
Działanie maszyny opiera się na zasadzie laserowego skanowania wewnętrznej powierzchni obracającej się rury za pomocą punktowego triangulacyjnego czujnika laserowego.
Budowa maszyny jest przedstawiona na Rysunku 1.
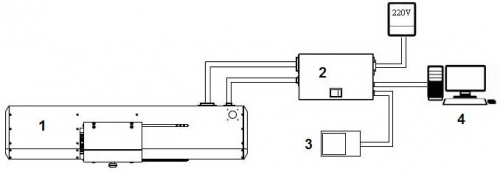
Rysunek 1
- moduł pomiarowy,
- kontroler z zasilaczem,
- przełącznik nożny,
- komputer osobisty z programem serwisowym.
Budowa konstrukcyjna modułu pomiarowego jest przedstawiona na Rysunku 2.
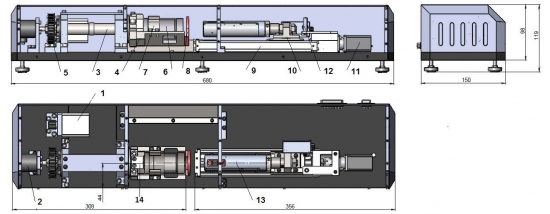
Rysunek 2
Moduł pomiarowy obejmuje podstawę, na której zainstalowano mechanizm obrotowy oraz mechanizm ruchu liniowego. Obudowa modułu pomiarowego jest wyposażona w kolumnę sygnalizacyjną (nie pokazano).
Mechanizm obrotowy obejmuje silnik krokowy (1), enkoder (2), wał (3) z pryzmą (4). Przeniesienie obrotu z silnika krokowego (1) na wał (3) odbywa się za pomocą napędu pasowego (5). Pryzma (4) jest przeznaczona do montażu kontrolowanej rury (6) i posiada dwie sprężyny płytkowe (7), przeznaczone do utrzymywania rury na pryzmie, oraz pierścień kalibracyjny (8). Rura musi być dociśnięta do płyty oporowej (14). Mechanizm ruchu liniowego obejmuje prowadnice (9), wózek (10), silnik krokowy (11), wyłącznik krańcowy (12). Wózek (10) jest przemieszczany za pomocą śruby kulowej i przenosi laserowy czujnik triangulacyjny (13).
Maszyna działa w następujący sposób.
Kontrolowaną rurę (6) montuje się w pryzmie (4). Na polecenie operatora czujnik laserowy (13) przesuwa się do strefy kontroli pierścienia kalibracyjnego (8), a pryzma (4) zostaje wprawiona w obrót. Podczas obrotu czujnik laserowy mierzy odległość do powierzchni pierścienia w synchronizacji z kątem obrotu określanym przez enkoder (2). Po zakończeniu jednego obrotu rury czujnik laserowy przesuwa się do następnej pozycji kontrolnej i proces pomiarowy jest powtarzany. Liczba przekrojów kontroli średnicy wzdłuż rury jest określana przez oprogramowanie.
Współrzędne promieniowe powierzchni pierścienia kalibracyjnego oraz kontrolowanej rury są przesyłane do komputera w celu obliczenia wymaganych parametrów geometrycznych.
Maszyna do pomiaru średnicy wewnętrznej rur
Informacje o zamówieniu maszyny do pomiaru średnicy wewnętrznej rur
RF096-Dmin/Dmax-L
| Symbol | Opis |
| Dmin/Dmax | Zakres pomiaru ID, mm |
| L | Głębokość otworu, mm |




